

“Take-make-dispose”: these are the key words describing the industrial system of the last 150 years. In other words, a system based on a linear production and consumption model where goods are produced from scratch, starting from the extracted raw materials, then sold and used. And in the end they are disposed of as waste.
In the analysis of the current development phase, and above all in a medium term perspective, some factors challenging the dominant linear model emerge.
The demand and the use of virgin raw materials in the production processes is still constantly and considerably on the rise. For instance, it is estimated that, by 2020, an additional 82 billion tonnes of raw materials will be introduced into the global economy. Traditionally, resources were thought to be abundant and almost limitless, a certainty also due to the fact that costs of raw materials and natural resources have been kept relatively low and, above all, stable over time, encouraging the establishment of such model.
Yet, in less than a decade, commodities’ prices (including some natural resources) have increased by almost 150%.
Furthermore, by 2030, about three billion new consumers will push the demand for goods and services to unprecedented levels. Keeping the linear model of exploitation of resources, according to the “business as usual” rationale, would entail facing increasing price volatility and probably inflation of main commodities, in particular raw materials and natural resources, although over the last couple of years the costs of some of them (oil for instance) marked an evolution of a countertrend compared to the past, thanks to the innovation of extraction techniques (just think of the shale technology).
Recently, a transition phase has started, characterized by a revision of business models, in order to reduce the reliance on growth and profits from the increasingly dwindling resources. New business models have started to explore innovative ways to recover and reuse end-of-life products and their components, in an effort to promote economy’s circularity.
According to the guidelines recently laid down by the European Commission in the so-called “Circular Economy Package”, one of the main strategies to implement the “circular economy” is remanufacturing. To what extent the used product, or component, is transformed or reconverted varies according to the sector or supply chain, but the result is always a reconverted new product, in accordance with safety and technical standards, whose performance is at least equivalent – or even better – compared to those guaranteed in the initial use.
So, remanufacturing not only represents a new production paradigm but also a new business model based on a materials’ “second life”, which potentially can make the production of goods more beneficial both in economic as well and environmental terms.
New Dignity to the New Life
With communication 614 of December 2015, the European Commission made official their willingness to give new dignity to secondary raw materials, committing to produce new measures aimed at overcoming uncertainty on the subject, through:
- development of new high-quality standards at European level;
- clarification of the description “end-of-waste”, contemplating improvements and harmonization of regulations on the subject.
Remanufacturing implies disassembling the used product and restoring through components in order to maintain the specifications of the original manufactured product. The consumer must be able to perceive the deriving product as if it were new.
Xerox is a case in point. In the 90s it included within its processes end-of-life collection directly from end customers, creating a regeneration and reuse programme of components. Such programme, which started with the aim of eliminating waste, was based on a new concept of business model, starting from the design of products and the relationship with the end customer. The design enables the use of a restricted number of long-life components with a possibility to reuse them. The products are then leased and not sold, in order to collect back machineries after being used for five years or more. At the end of their lease/life, the single components are easily and efficiently reusable in that they are coded with specific instructions.
This remanufacturing strategy enabled new products to be regenerated by reusing between 70 and 90% (in weight) of components, avoiding quality or performance degradation and landfilling of 46,000 tonnes of waste in 2010 alone.
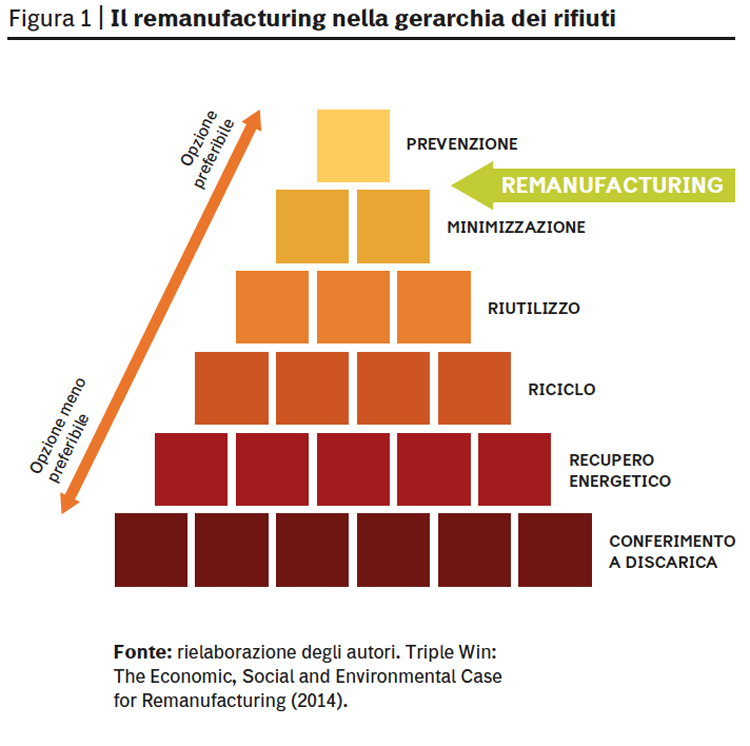
In remanufacturing, the original added value of raw materials, used in the first version of the product, is regenerated.
Within the waste hierarchy, it is amongst the preferable options, in that it promotes the reuse of components and products with minimum – if any – supplement of new raw materials (figure 1).
Remanufacturing is currently applied mainly for same product categories, including car components, electric engines, tyres, computers, industrial machines, electric and electronic devices, toner, ink cartridges, photocopiers. The automotive sector is the most well-established sector for remanufacturing and currently represents almost two thirds of regenerated products.
Remanufacturing has three main characteristics: firstly, remanufactured products’ useful life is longer thanks to maintenance, regeneration, repairing and upgrading procedures. Secondly, these products can be easily disassembled in order to replace or restore components wherever needed and materials can be reused or recycled. Lastly, the added value, in terms of manufacturing, energy and materials can be fully recovered.
According to some studies by the Massachusetts Institute of Technology (MIT), on average 85% of used energy and materials for the first production are kept after the remanufacturing process. The restoring process should then imply a lower waste production and use of materials and energy and embody technological advances allowing regeneration, within suitable periods of time, so that functionality can be brought back in an efficient way.
Not only that: the same waste sent for recycling could benefit from increasingly low level of contamination, the main cause of degradation of materials’ quality level.
Remanufacturing can thus be reasonably identified as a winning solution from an economic, social and environmental point of view. There are many examples used to enhance its benefits: just to mention one, the production cost of smartphones could be reduced by 50% if the telephones could be disassembled more easily, the reverse cycle were improved and incentives to consumers were offered in order for customers to return phones instead of throwing them away as waste.
It has been estimated that reusing and remanufacturing can contribute to the reduction by about 7 million tonnes of CO2 every year, the equivalent of 800 million tonnes from now to 2050.
Not to mention the fact that keeping materials in circulation could prevent their early landfilling or incineration, which currently generated huge amounts of greenhouse gas emissions.
On paper, remanufacturing would significantly reduce the demand for water resources as well, closing the loop on material flows and reducing energy inputs, thus creating here too economic efficiency through reduction of production costs. For instance, it has been demonstrated that the environmental savings linked to an office desk, obtained through regeneration of the various components, can be considerable: 90% less energy input necessary for the manufacturing cycle and a 35% lower water footprint – the equivalent of a 0.19 m3 of water resources per desk.
And yet remanufacturing’s environmental impact would have to be considered as a whole, considering all the phases the regenerated product goes through in its whole service life.
Indeed, it would be more appropriate, rather than highlighting specific environmental advantages that appear more clearly as they progress thanks to the considerable opportunities to save materials and resources as already mentioned above, to carry out a detailed study based on well-established methodologies with sound science, allowing obtaining a comprehensive picture of the product’s all-around environmental performances.
The European Commission has recently experimented one such performance, namely the Product Environmental Footprint (PEF), a methodology regulating calculations, assessment and third-party validation and communication to all stakeholders of the environmental footprint of any product or service. The approach adopted by the Commission is based on a widespread principle already applied in many companies and policies: a product’s impact must be measured considering the various environmental problems it can affect during its life cycle, from the extraction of raw materials to the natural resources employed in the production phase (or the reuse of secondary raw materials and regenerated components, as is the case with remanufacturing), up to the end of the product’s service life, when it must be disposed of or recovered as secondary material in another supply chain or, in fact, be reused or regenerated.
The result of such methodology is a host of indicators about the main categories of environmental impact (greenhouse gas emissions, efficiency in the use of resources, water footprint etc.) creating a more thorough and scientifically sound comparison.
Indeed, in the model with PEF methodology, the concept of life cycle considers all flows of resources and effluents into the environment associated with a product, from the point of view of the supply chain and downstream phases, starting from the acquisition of raw materials to transformation, distribution, use and end-of-life processes, as well as all environmental impacts, effects on health, risks linked to resources and the relevant burden for society. This approach is essential for the assessment of possible trade off amongst the various environmental impacts linked to specific political and management decisions and thus contributing to avoid an involuntary environmental loads transfer (the so-called cross-media effects).
Estimates
Remanufacturing accounts for 14.5% of EU27’s GDP.
Its economic value has been estimated at around €30 billion for the most relevant sectors in Europe.
In the case of remanufacturing, the adoption of such an approach enables us to compare pros and cons of specific strategic choices. Applying an analysis of a product’s environmental footprint deriving from a supply chain totally devoted to remanufacturing, some important issues in the assessment of the environmental impact could be clarified, in particular from a comparative perspective with traditional products.
For instance:
- What is the impact of the system of detection, collection and dispatching to regeneration of the products considered ready to become (entirely or only in part) an input for a new production process? In many cases, mainly for non-technologically complex products, the transport phases for the movement of supplies of the distribution phase, represent the main sources of the main environmental impacts. These considerable distances between collection points and the sites where remanufacturing occurs could be a hindrance from an environmental viewpoint, able to tip the balance in favour of traditional processes encouraging supplies of virgin raw materials coming from short supply chains or locally sourced.
- What are the environmental impacts of the regeneration phases? In order to use a product’s component (or a whole product) starting from an earlier version, considered finished, substantial operational and technological procedures are necessary. It is not only about cleaning and disinfecting: oftentimes, these phases require the use of additional chemicals, of physical reprocessing and thermal treatments with a high environmental impact.
- What changes and integrations of new components are necessary to guarantee full functionality of the regenerated product? Every additional component must be assessed against its environmental impact not just of its material, but of their whole life cycle, starting from the extraction of raw materials and natural resources. In many cases, such components can shift the balance in the calculations of a regenerated product’s overall environmental impact, compared to that of a traditional one.
- What are the performances in the phase of use of a product deriving from remanufacturing? When the durability of a product is improved, extending its service life or, as it happens, reprocessing it in order to use it in a new life, we ought to consider that environmental impacts in the use phase could be higher compared to a similar product, built with traditional processes. This mainly occurs for high-energy intensity products or, more generally, for those concentrating their main environmental impacts in the use phase. According to a recent study carried out be Scuola Superiore Sant’Anna in Pisa, for some products such as ovens or fridges, extending beyond measure their service life means worsening their energy efficiency, so much so that they neutralize the environmental benefits of their long life, namely failure to throw away the product and the need to produce a new one.
The LCA analysis applied to the manufacturing cases are currently still limited: this strongly affects the possibility to carry out reliable and tangible evaluations, due also to the shortage of available and homogeneous data about the key process of this approach, such as collection, regeneration etc.
Potential benefits
For consumers
- Products at lower prices, with unchanged/improved performance and standards.
- More possibilities and options in case of repair.
For companies
- Lower operational costs.
- More qualified workers.
- New market opportunities.
But despite the considerable advantages potentially associated to remanufacturing, such practice is not yet very popular. So, one last thing to consider is about the many barriers to its implementation (figure 2).
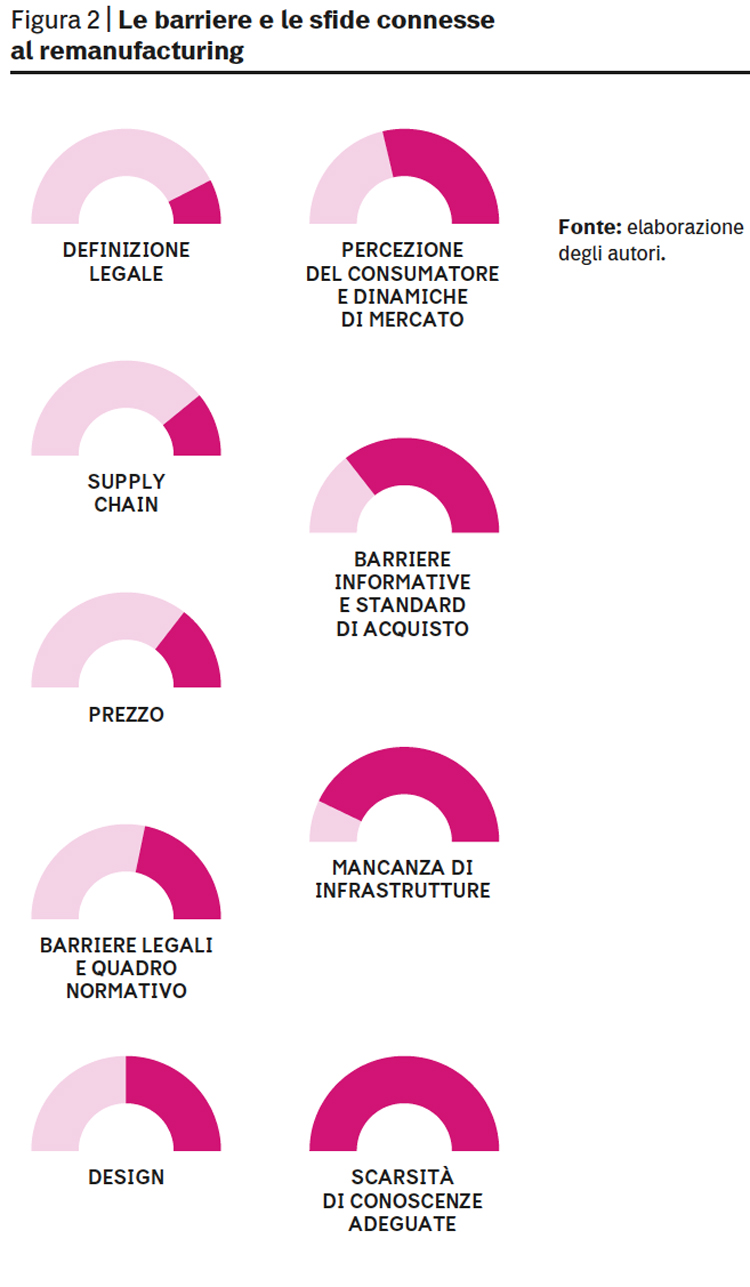
First of all, it should be considered that remanufacturing has not yet a clear legal definition: it is often wrongly associated in a simplistic way to recycling, repairing, disassembling or recovery of a used product.
Moreover, such practice is based on a good management of the supply chain, in particular of the logistics of end-of-life products, in order for them to be reintroduced in a new production process. However, this does not always happen, especially because of products’ complex nature, of high costs of waste and the uncertainty of the conditions of end-of-life products.
Undoubtedly, one of the main hurdles lies in the price of regenerated products, which may not be competitive on the market if made thanks to the significant use of highly qualified work, and therefore expensive. The avoided cost should instead be enough to offset the additional costs that could emerge during the process.
Then there are important legal barriers, linked to the legal framework that has not been fully defined yet. Suffice it to think of the uncertainties linked to the definition of “waste” and the ensuing lack of clarity on secondary raw materials and the unclear implications of the legislation on waste applied to remanufacturing. Or the ban, in some cases, on the use of components that are subject to the current restrictions for the design sector.
This is directly linked to barriers associated to design, i.e. difficulties in manufacturing easily disassembled products, in replacing single components and carrying out the appropriate tests. Besides, it is clear that re-design is an activity often requiring considerable investments, that not all businesses can always afford, and this creates a significant gap in terms of opportunities.
Overcoming wrong perceptions by end consumers is another major challenge that needs to be tackled. Regenerated products are often perceived as being of poor quality. This happens especially in those sectors with a high level of technological improvement or extremely linked to trends or aesthetic taste, such as fashion.
Another barrier is the current lack of adequate infrastructure and a connection amongst national markets: historically independent countries generate a host of producers that often operate within their national boundaries. It is worth mentioning LaseXchange’s statement – a company operating in the printers’ sector: “Brother is very strong in France, Olivetti is found everywhere in Italy but it is virtually absent in Great Britain, so the type and number of recycled cartridges varies from one country to the next. This strongly limits recyclers as well, the majority of whom does not trade products outside their countries.”
Lastly, a serious hindrance is the lack of ability, adequate knowledge and know-how. Remanufacturing requires highly qualified activities and extremely advanced problem-solving and engineering approaches. In the absence of such characteristics, the chances to implement remanufacturing are considerably lower.
COM(2015) 614 final, Closing the loop. An EU action plan for the Circular Economy; tinyurl.com/zyhn7vc